Sustainable Flexible Packaging & Save the Planet
Anupam Chanda1*
1 Packaging and Polymer Science Technologist (PG), India, Bioxytran Inc.MA, Boston, USA.
*Corresponding Author: Anupam Chanda, Packaging and Polymer Science Technologist (PG), India, Bioxytran Inc.MA, Boston, USA, Tel: 00-40-723621414; Fax: 00-40-253-210432; E-mail: mr.anupamchanda@rediffmail.com
Citation: Anupam Chanda(2023) Sustainable Flexible Packaging & Save the Planet. Arch Mol Med & Gen 3: 116.
Received: March 17, 2023; Accepted: March 25, 2023; Published: March 29, 2023.
Copyright: © 2023 Anupam Chanda, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Introduction
In Packaging industries flexible packaging plays a significant role. Sustainable packaging refers to the sourcing, development, and use of packaging solutions that have minimal environmental impact and footprint. Simply put, sustainable packaging is earth-friendly and doesn’t contribute to the further depletion of natural resources.There are many types of printing methods are available on wide range of substrates, like paper, different types of plastics , Aluminum foil etc. While printing and packaging we are facing many challenges related to printing, lamination, sealing, pouching, slitting and different types of machine problems as well.
Sustainable Flexible Packaging
Flexible packaging requires less energy to manufacture and transport, which reduces greenhouse gas emissions and fossil fuel usage. It also uses less water in manufacturing and has a high product-to-package ratio.
Criteria for Determining the Sustainability of Packaging
• Is beneficial, safe & healthy for individuals and communities throughout its life cycle
• Meets market criteria for performance and cost
• Is sourced, manufactured, transported, and recycled using renewable energy
• Optimizes the use of renewable or recycled source materials
• Is manufactured using clean production technologies and best practices
• Is physically designed to optimize materials and energy
• Is effectively recovered and utilized in biological and/or industrial closed loop cycles.
Compostable Packaging: New biopolymers are ever evolving and being developed each day, continually researching, and working with trusted suppliers to offer customers various options to create a functional package that meets their sustainable packaging needs.
Recyclable Packaging: A product or package that can be collected, separated, or otherwise recovered from the waste stream through an established recycling program for reuse or use in manufacturing or assembling another item.
Renewable Packaging: Raw materials (in whole or part) used to create the packaging, are derived from a natural resource and/or, a resource that can be renewed, such as wood pulp.
Post-Consumer Recycled Content (PCR): A more recent development in sustainable packaging films is the utilization of PCR content in the film structure’s polyethylene and/or polyester components. Adding recycled content to the film structure derives the following additional benefits:
• Addresses important sustainability goals
• Addresses evolving statewide Extended Producer Responsibilities (EPR) requirements
• “Pull Through” effect in recycling streams by increasing recycling participation and investment
• Advantageous environmental Life Cycle Analysis (LCA):
- Reduced emissions
- Reduced water usage
- Reduced electricity consumption
- Reduced fossil fuel extraction
Communicating Sustainability Benefits: The challenge is that a disconnect exists between brand owners and consumers (60 percent vs. 84 percent) regarding the importance of sustainability in flexible packaging. Even though most of today’s flexible packaging is not recyclable, according to the FPA, an opportunity exists for brand owners to increase awareness of flexible packaging’s sustainability, including its reduced carbon footprint. The following flexible packaging facts can help converters and brand owners elevate the sustainability conversation when communicating with consumers.
Less Energy & Fewer Natural Resources: When looking at the total life cycle of flexible packaging, its sustainability becomes evident. Flexible packaging requires less material overall, making it a more environment friendly option than materials such as glass and rigid PET. Two-and-one-half pounds of flexible packaging material, for example, is required to pack 100 pounds of beverage, compared to 84 pounds of glass required to pack the same volume. Flexible packaging also uses fewer resources during the production process, including water and fossil fuel. Consider that a steel can used to package coffee requires 1,605 percent more water than a stand-up flexible pouch. In addition, a rigid pail for packaging cat litter uses more than 1,429 percent more fossil fuel than a flexible bag. The fact that fewer trucks and pallets are required to transport and store flexible packaging further reduces energy consumption and the use of other valuable natural resources.
Lower CO2 Emissions: A packaging system’s carbon footprint includes the amount of carbon dioxide (CO2) and other greenhouse gases (GHG) emitted during the system’s life cycle, including manufacturing, transportation and storage, the use and reuse phases, and end-of-life disposal.
Flexible packaging requires less transportation and storage space than other packaging options, reducing fuel consumption and CO2 emissions. Plastic packaging facilitates weight savings of more than 78 percent compared to alternative packaging materials. And flexible pouches require 4 percent less cargo space than glass containers when used for the same amount of food. In addition, 30 plastic bottles require about the same amount of storage and shipping space as 840 pouches with spouts. One truckload of flat pouches is equal to 15 to 25 truckloads of empty rigid containers. These types of space-saving advantages help companies address issues such as truck driver shortages while reducing vehicle maintenance and cutting total shipping and receiving costs.
Higher Product-to-Package Ratio: Transportation space is costly, as companies ship products across the US and/or around the world. Flexible packaging offers retailers and others the opportunity to reduce their product-to-package ratio—and their costs—as part of their commitment to sustainability. Flexible packaging offers a higher product-to-package ratio for less resource consumption and reduced total waste. A single-serve juice pouch exemplified efficient use of packaging and offers a 97:3 product-to-packaging ratio, according to the FPA.
Longer Shelf Life: A longer shelf life for food products saves consumers money while decreasing waste and global greenhouse gases. Many food manufacturers and grocery retailers are choosing flexible packaging to gain consumer favor and decrease in-store costs. Placing bananas, which are typically sold loose, in perforated polyethylene bags increased product shelf life from 15 days for unpackaged product to 30 days for bananas sold in bags. Perforated bags for grapes, sold loose in the past, resulted in a 20 percent reduction of in-store waste. This translates to added value for consumers and retailers and reduces product waste that ends up going into landfills.
Speaking of Landfill: Flexible packaging requires less landfill space than other packaging options and comprises only 4 percent of the packaging material in landfills. The packaging efficiency for flexible pouches, for example, is nearly double that of a plastic container, with half the amount of packaging required for the same amount of product. To place this in perspective, two 1.47-L. plastic refill bottles require the same amount of space in a land fill as 107 used 828-mL. flexible refill pouches with spouts.
A steel coffee can—even with a 71 percent recycle rate—will result in approximately four times as much material becoming land filled waste versus a stand-up flexible pouch. The rate of recycling for the steel can would need to increase to 93 percent and the LDPE lid must increase from 21 percent to 75 percent for the steel coffee container to have the same amount of land filled materials as the stand-up flexible pouch.
Packaging Innovations in Development
One truck load of flat pouches is equal to 15 to 25 truckloads of empty rigid containers. All good packaging reduces its carbon footprint by decreasing waste and increasing shelf life. Today’s flexible packaging products meet these criteria, as they use fewer resources while containing the most product with the least amount of packaging, resulting in less energy consumption during production, lower GHG emissions and reduced storage and transportation space compared to other types of packaging. Flexible packaging also requires less landfill space for disposal compared to other packaging materials such as glass and steel. Still, most of today’s flexible packaging cannot be recycled as the materials cannot be separated. This is about to change as products become available with all layers made from recyclable polyethylene material. Other innovations will include minimal air space around products for space savings and lower shipping costs. Packaging will continue to extend the shelf life of food products, resulting in less GHG and methane in landfills caused by food waste. Compostable flexible packaging will be used in food service areas, so that packaging contaminated with food can be composted with food waste. In the meantime, film manufacturers are working to advance the sustainability of flexible packaging with thinner films that have the same barrier strength and allow the same laminations as present films. Sealant films are more robust and able to be used at lower temperatures during the packaging process for greater efficiency.
The Challenges
While good news is on the horizon for more sustainable flexible packaging, the challenge is to educate consumers about the sustainable advantages flexible packaging products offer today, including a lower carbon footprint, easy storage, extended shelf life and less waste. With recyclability so important to consumers and especially millennials, they must be informed about which flexible packaging materials can be recycled and the availability of store drop-off programs such as WRAP, Bag-2-Bag and Terra Cotta.
The flexible packaging industry must continue to address consumer concerns by identifying end-of-life options and recycling alternatives for multi-material laminated packaging. Consumer education through ads and other social media avenues could be a starting place to get directly to the shoppers. In addition, the industry must promote the development of a waste management infrastructure to address the marine debris and litter issues that have tarnished plastic and other packaging’s reputation. Consumers continue to drive the packaging industry, and the flexible packaging segment must recognize and respond to consumer demands regarding sustainability. This will be key to achieving growth potential now and in the future.
Packaging Design Solutions for Sustainable Products
- Consumers want environment friendly packaging in addition to eco-friendly products: Consumers are willing to pay more for green, but they would also buy more sustainably packaged products if more of them were available and better labeled, according to consumer trends. The increased demand for alternative packaging is supported by data and demonstrates a clear consumer preference for more environmentally friendly products. Discover how retailers can meet this demand with the new green packaging standard.
- CPG designers can use innovative solutions to produce environment friendly packaging that withstands shipping stress: Consumer packaged goods designers are rethinking how they produce and package goods in response to changes in consumer behavior. Consumers expect packaging to inform them about its composition and environmental impact, and an aesthetically pleasing package is no longer sufficient. Designers of consumer packaged goods can use innovative solutions to create packaging that meets consumer expectations, withstands shipping stress, and is environment friendly.
- Reduce missed steps by designing concurrently with formula design and lab sample testing: One of the most important aspects of developing a viable solution to build sustainable packaging is to develop all concepts concurrently. Concurrent Development facilitates cross- departmental collaboration by allowing the processes of content and artwork development, simulation, and validation to run concurrently. It also ensures that quality, regulatory compliance, and package performance are not jeopardized
- Drive efficiencies in product package artwork and label management with a digital twin: As brands adapt their packaging to meet their sustainability initiatives, they discover that artwork changes are one of the most important deliverables for eco-friendly products. The Digital Twin for Artwork and Label Content can assist Consumer Goods manufacturers in gaining control of the hundreds of thousands of artwork files they must manage.
Sustainable Product (Life Cycle)
Reduce the use of Packaging Materials
• Combining films and foils (polymers, paper and aluminium) to benefit from the cumulated material properties.
• Customisable barriers and other functionalities (e.g., printability, sealing)."
• Lightweight and low volume reduces energy used for transport and storage.
• Outstanding low packaging-to-product ratio (5 to 10 times lower than alternatives).
• Reduced use of materials and energy throughout supply chain resulting in reduced environmental footprint.
• Sizes, formats and shapes can be easily and quickly adjusted.
Protects and Preserves Valuable Goods
• Keeps good things in and bad things out - essential for food, pharmaceuticals, and beverages.
• Customized barriers and protection by smart combinations of different materials.
• Optimizing shelf life for a variety of perishable goods.
• Can also allow some products to breathe or maintain modified atmospheres for long periods.
Prevents Packaging Wastes
• Much less material used for the same purpose.
• Flexible Packaging packs half of food products in Europe while only using one sixth of all consumer packaging materials.
• Much less material in packaging waste stream.
• Very low packaging-to-product ratio: 5 to 10 times lower than alternative solutions.
• Variable pack sizes to fit product – not one size fits all.
• Shape and format can be adjusted to exactly fit product volume - not one size fits all.
Lightweight flexible packaging save transportation cost
• Lightweight means less packaging material used, and less waste generated.
• Flexible Packaging can combine various material properties and offers many functions and capabilities.
• Flexible packaging allows for outstanding low packaging-to-product ratio: 5 to 10 times lower than alternative solutions.
• Lightweight means less energy used for transport – whether the packaging is filled or empty.
Ratio of Packaging Materials and Total Amount of Products Packed (1: 4)
• Flexible Packaging has a very low packaging-to-product ratio: 5 to 10 times lower than alternatives.
• Packing all food in rigid materials would require an additional 23 million tonnes of packaging materials in the EU.
• Packing all food in Flexible Packaging would save 26 million tonnes of packaging materials in the EU.
• Packing all food in Flexible Packaging, even with 0% recycling, would reduce the total carbon footprint for packaging by 40% in the EU (≈1% of all EU greenhouse emissions).
• Packing all food in rigid materials, even with 100% recycling rate, would increase the total carbon footprint for packaging by 6% in the EU.
Role of Preservations
• When considering the lifecycle of a food product, Flexible Packaging makes for only a small part of the carbon footprint – on average less than 10%.
• Production of food inside the pack often represents the major use of resources and major environmental impact.
• Flexible Packaging helps in reducing food waste, thus saving important resources - more than needed to produce the packaging itself.
• Flexible Packaging saves much more resources than it consumes.
More resourceful than Alternate Packaging types
• Serving same purpose while consuming much less material and energy resources throughout entire lifecycle.
• Less material used results in less packaging waste to collect, sort and recycle.
• Even with low recycling rates Flexible Packaging often generates less material losses than alternatives. Nevertheless, the objective is to maximize collection, sorting & recycling.
• A 50g rigid pack with a 80% recycling rate results in 10g material loss while an equivalent 5g flexible pack with a 0% recycling rate results in only 5g material lose.
Supports Sustainable Production and Consumption
• Flexible Packaging is an essential part of the food chain.
• It helps to contain and preserve food throughout the chain and enables proper and safe delivery to the consumer.
• Flexible Packaging is part of the solution to prevent food waste which is a major environmental and economic problem globally.
• Flexible Packaging is generally more resource efficient than alternative solutions due to its very light weight.
Reduced food Waste
• 1/3 of food produced globally is never eaten – representing a major wastage of resources (e.g., water, energy, land) and unnecessary greenhouse gas emissions.
• Flexible Packaging provides solutions thanks to customizable design for appropriate preservation and serving formats.
• Adjustable portions and formats reduce potential leftovers on the plate and in the pack.
• Offers extended shelf-life and storage options for a wide range of foods (e.g., meat, dairy, coffee, vegetables), thus reducing Supports Circular Economy food waste at the retail and consumer level.
• A circular economy aims at minimizing use of resources and generation of waste – it is not just about circularity and recycling.
• For packaging, design for a circular economy has to do with the minimization of packaging material losses throughout the lifecycle, and also the minimization of food waste.
• Design for only recycling can lead to counter-productive solutions, such as the increased use of heavy mono-materials potentially resulting in an overall higher environmental impact.
• In general, Flexible Packaging generates less material losses throughout ist lifecycle than alternative alternative solutions.
• The contribution of Flexible Packaging to reduce food waste is another key factor supporting a circular economy.
• Flexible Packaging is increasingly recycled fitting even more into a circular economy.
Collection of Waste and Save the Environment
• Proper collection at all levels is required for successful recycling.
• Collection prevents packaging from leaking into the environment.
• To avoid cherry-picking of easy recyclables, mandatory separate collection of all packaging is needed.
• Without mandatory collection, Flexible Packaging may not generate sufficient material volumes to make recycling commercially viable.
• Mandatory collection is the basis for more investment in infrastructure for sorting and recycling of Flexible Packaging.
Waste Management System
• A very small part of Flexible Packaging used in Europe is being littered. Less than 0.1% ends up as marine litter.
This issue has to be tackled.
• Waste management systems in Europe need to be optimized – starting with better collection.
• Proper collection of all Flexible Packaging will prevent them from leaking into the environment and improve recycling.
• Marine litter is a global issue with Europe representing only a small part of it. Adequate waste management is needed everywhere.
Recycling of Flexible Packaging
• Improve the end-of-life-performance of Flexible Packaging to make it even more relevant in the circular economy.
• All leading companies involve the entire value chain: material producers, converters, fillers, brand owners, recyclers and many others (www.ceflex.eu).
• This will be achieved by combining optimized packaging design and improved infrastructure for collection, sorting and recycling.
• The objective is to increase collection, sorting and recycling of Flexible Packaging across Europe and to develop end markets for the recycled materials.
• Flexible Packaging is not yet widely recycled. The very small amount of material contained in Flexible Packaging is generally more challenging to recycle economically than rigid mono-materials.
• Key stakeholders of the entire Flexible Packaging value chain initiated the project to improve sorting, recovery and recycling.
• Energy recovery is a viable alternative for non-recycled materials.
• No successful recycling without proper collection.
• Continuous improvement of collection, separation and recycling technologies will increase the recycling rates of flexible materials.
• Among the recycling technologies already in use are mechanical recycling for mono and mixed (PO) plastics and pyrolysis for laminates with aluminium foil.
Flexography Printing
Like all the other printing methods, Flexography printing has its advantages and disadvantages. The good news is that the disadvantages are not many, which is among the reasons why it is popular.
Main advantages of Flexography Printing Process: Flexography is known for providing quality results and its efficiency in speed. The popularity of flexo printing continues to grow, despite widespread digitisation in many printing sectors. If you are interested in acquiring a new printing press, but you are unsure of how flexo stands in relation to other printing technologies, the first thing to do is get as much information as possible. Never invest blindly. Let’s take a look at the main advantages of flexography.
- High Quality Print: Flexography achieves a consistently high level of print quality across a wide range of materials/substrates without the need of special coatings, as it reduces the overall cost per unit. This is a significant advantage over other print solutions which may have a very narrow band of compatible substrates.
- High Speed Production: Flexo printing is fast. Presses manufactured in 2000 to 2002 for the packaging printing industry could manage an average speed of 150 to 300 ft./m (FPM), with 400 FPM being an acceptable norm. Modern Flexo presses have increased this capacity to over 600 FPM, giving a big advantage to businesses that have chosen to invest in more recent equipment. The use of rotary print heads also makes it possible to print continuous patterns, an innovation that allows printers to complete complex designs in a single print run.
- Extremely Versatile Print Process: Flexographic printing can be applied to a wide range of industries, including textile printing, packaging printing, label printing and more. The versatility of the machines means that presses can be adapted to accommodate different types of order, giving print businesses the ability to diversify their market appeal and remain competitive.
- Very Economic for Medium & High-Volume Production: Despite great advances in digital printing, digital is still expensive and comparatively slow for medium and high volume print runs. For the many clients who still require medium to large volume print runs, especially in the label business, flexography wins hands down and can often compete with Digital on short runs too.
- One-Off Cost for Plates: Detractors point to the hassle and cost of creating print plates for every flexographic print run, but this can also be viewed a different way. Once a plate is made, it can be used an indefinite number of times with no additional costs. This means that the larger the print run, the lower your cost per unit. If looked after correctly, Flexo plates can be reused many times, so that repeat orders can be printed with very few overheads. This often compares favourably with the design and setup time required for digital printing, especially on labour intensive short volume print runs.
- In-Line Converting Flexibility: Cycle time is drastically reduced by the in-line converting capacity native to many modern Flexo presses. This means that most print runs can be completed in a single pass. Flexographic printers can integrate many other kinds of in-line processes too, including silk screen, hot foil, cold foil, digital print, variable data print, lamination, booklet insertion, RFID insertion, multi-layer printing, and reverse side print. It is also possible to apply primers, coatings, adhesives and varnishes in-line, cutting overall finishing time.
- Possible to Print on A Wide Range of Substrates: Flexographic printers can adapt themselves to print on a very wide range of substrates, including paper, board, foil, plastic film, cellophane, recycled substrates and a variety of textiles.
- Possible to Use Different Types of Inks & Drying Systems: Inks and drying systems have developed in complexity and efficiency alongside flexographic print technology itself. A modern flexographic press can use a variety of water-based or solvent based inks. Efficient drying mechanisms – whether using air heaters, IR or UV Driers – can increase web speed, reduce overall energy consumption and decrease ink usage. Printers have access to a potentially limitless number of colors through easy mixing of modern inks. Precise and repeatable color formulas can be created that retain faithful consistency even when used on multiple substrates, e.g. company brand colors used on labels, food packaging and textiles.
- Easy to Use and Maintain: One of the arguments in favor of digital printing is the supposedly cumbersome setup time required by flexographic presses. While this may have been the case in the old typesetting days, modern Flexo presses have very short set up and job change over time, enhanced by the latest Servo drive systems. Furthermore, a Flexo press will give you a long production lifespan – and an impressive ROI – with relatively few maintenance requirements, so long as the unit is serviced regularly.
Advantages: In this age of digital printing, flexography holds its own when it comes to large orders and long print runs, particularly when it comes to packaging. So, what are the pros and cons of the flexographic printing process?
1. Flexography is known for a quick production process. The moderate time it takes to set-up the machine is well-compensated by the fast production speeds. Furthermore, the latest Servo based machines are reducing set up times to the extent it allows even shorter job runs to be economic.
2. Flexography accommodates a variety of Ink types from Water based through to Solvent & U.V Curable Inks, which makes it the most versatile process for almost any application. There are varieties of inks depending on the material to print on, be it porous or non-porous, so there is no limit to the substrate you can use, from paper, board through to unsupported films.
3. Once set up, the process is fast as the processes are automated up to the finishing stage, such as Laminating, over varnishing, Sheeting, Die Cutting. Most other types of printing do this separately, which prevents continuous production. This makes flexographic printing a strong choice for volume production and fast turnaround requirements.
4. There is low operational cost involved. Ink costs & material costs are relatively low, with no special coatings required. Despite the cost of the plates, the long-term price per unit printed is consistently low compared to other mainstream printing methods and only moderately higher on low volumes compared to Digital offerings. Conventional ink costs are relatively low compared to Digital Inks.
5. A good Flexographic machine is Robust, and parts last a long time before the need to replace them arises. Consumables are relatively low cost and do not add significantly to the production cost price per label. Flexographic machines can shorten the process time, with a finished product produced in a single pass. A flexographic press can be anything from 6 to 10 Colours, with 4 Colour process images of photo quality and Pantone colours easily produced on a commercial scale.
6. Flexographic printing equipment can be environmentally friendly. For instance, the use of water-based inks reduces the environmental impact and reduces the amount of toxins released into the atmosphere. Recycling ink also minimises the amount of released chemicals. Drying systems can be controlled avoiding waste of energy, and latest low energy LED UV systems are now coming online. Flexography is a printing process which utilises a flexible relief plate. It’s a modern version of letterpress printing and can be utilised on almost any type of substrate.
In this age of digital printing, flexography holds its own when it comes to large orders and long print runs, particularly when it comes to packaging. So, what are the pros and cons of the flexographic printing process?
• Ability to Print on Rough Materials
• Fast-Drying and Quick Process
• Facilitates Versatile Finishes
• Cost-Effective Printing Technique
Ability to Print on Rough materials: Popular packaging materials, such as corrugated cardboard, can be a challenge to print on due to their uneven surfaces. That’s where flexographic printing comes in. It uses rubber and flexible plastic plates which allows high-quality imagery to be printed and finished on rough surfaces. Flexo also uses quick-drying, water-based inks which can accommodate printing on a number of packaging substrates including cardboard, kraft paper, chipboard and even cellophane. When creating their eCommerce mailer boxes, they showcased what can be achieved using flexo-print on corrugated board. Utilising a mountain motif and gray scale colour palette, they designed a spectacularly sophisticated packaging solution for their garments.
Fast Drying and Quick Process: The printing process itself is well suited for packaging due to its high-speed production. Flexo printing uses low-viscosity, fast-drying inks and the machinery works at extremely high speeds when transferring images onto packaging material. Flexo printing also has the advantage of producing a finished product at the end of the process without having to wait for inks to dry. On the downside, flexographic printing isn’t very advanced. It can’t produce complicated and extensive artwork like other digital printing techniques. If version changes are necessary, they can be time-consuming to do but the quick-drying process makes up for it.
Facilitates Versatile Finishes: Flexographic printing machines allow exploration in a wide range of ink types including fluorescents and metallics which are available as water-based, solvent and UV curable. Not only this, but the finish is also incredibly durable. This means you’ll get a solid ink coverage for effective and attractive graphics which will last for a very long time.The retail bags were produced using embossed paper, corrugated outer mailing boxes can be made in a self-assembly format and manufactured using a brown and white dual coloured corrugated materials. The branding on the interior was flexographically printed before the boxes were die-cut and creased on completion. The accompanying tissue paper was printed with opaque white ink on white paper, continuing the subtle message of their branding throughout.
Cost-Effective Printing Technique: The initial cost of the flexo printing plates is high but when they are properly cared for, they last for millions of impressions. Work with a branding specialist who already has this equipment as flexo printing a great option for your corrugated packaging. A flexographic printing press offers many different components which help facilities to increase efficiency and reduce their costs. The flexo printing process allows printing, coating, die-cutting, foil stamping and more all to pass through the machine. This provides a huge economic benefit versus some of the other printing and cutting processes. Flexographic printing is the most common form of printing on corrugated materials, due to the price of production and excellent quality. Although you know all about this style of printing, there's still a lot you can learn about the other printing techniques you can use for your packaging.
Disadvantages
1. Flexographic printing equipment are quite complex in nature with a number of integral systems built into the process. The number of systems & mechanical components also makes it essential to plan a regular schedule of routine maintenance – to avoid expensive downtime and repairs.
2. When it comes to price consideration, the printing plates are the most important and cost of reprographics to get to the final print stage. If a job is made up of several colours, you will need to provide a plate for each colour. Flexographic printing is preferable for medium to large volumes of printing due to the setup and plate making cost.
3. A flexographic press takes time to set up, the more colours the longer the set-up time will be. The viability of Flexo will then become a balance of volume of the order against Set up time and cost of printing plates.
4. With the new techniques coming up offering bolder colours and more highly defined images and complicated designs, Flexographic printing may seem a step back in providing a relatively simple printing process, but with knowledge Flexo Printing offers the same opportunities, flexibility, variety and speed.
Gravure Printing: Gravure printing is a widely used processing method often used to print large volumes of magazines and catalogues. Opposed to flexoprinting, the ink in gravure printing is transferred from carved micro cavities and not from a relief. These cavities, embedded in the printing cylinder, form the printing pattern. A second softer impression cylinder pushes the web against the primary printing cylinder and the ink is transferred from the cavities to the web through matching surface energies of the ink and substrate. The printing cylinder is partially immersed in an ink bath and similar to the anilox in flexoprinting a doctor blade is used to remove any excess ink from the printing cylinder leaving ink only in the cavities. As for flexo-printing it is also possible to use a chambered doctor blade. Gravure printing is highly dependent of ink viscosity, substrate speeds as well as the pressure applied by the impression roller and great care is therefore required in the choosing of processing conditions and ink formulation. However, the process is suitable for low-viscosity ink and high printing rates up to 15 m/s can be achieved.
Process advantages and applications: The process offers the ability to transfer ink consistently, across a wide range of densities, and at high speeds, making it suitable for applications which require high image quality, such as publishing, packaging, labels, security print, and decorative printing. The durable nature of the printing cylinders used makes gravure printing an ideal process for providing high quality print on very long or regularly repeating runs, delivering cost advantages over other processes.
Advantages
• Gravure printing is the only high speed and volume print process capable of printing continuous tone images.
• As a direct print process gravure printing results in better ink laydown and more consistent print quality.
• Printing times are extremely quick, with modern presses able to produce up to 14m of film per second.
• Gravure printing uses quick drying solvent-based inks to help speed up the print process.
• As the process is almost entirely automated the labour costs are relatively low.
• Gravure cylinders are extremely durable, can be used for several print runs, as long as they are used regularly and can be maintained.
Disadvantages
• Origination costs (the initial cylinder set up costs) can be very high due to such long-term use as the cylinders last for millions of impressions.
• Gravure printing is not as competitive on price than other printing methods, especially for shorter print runs from European suppliers.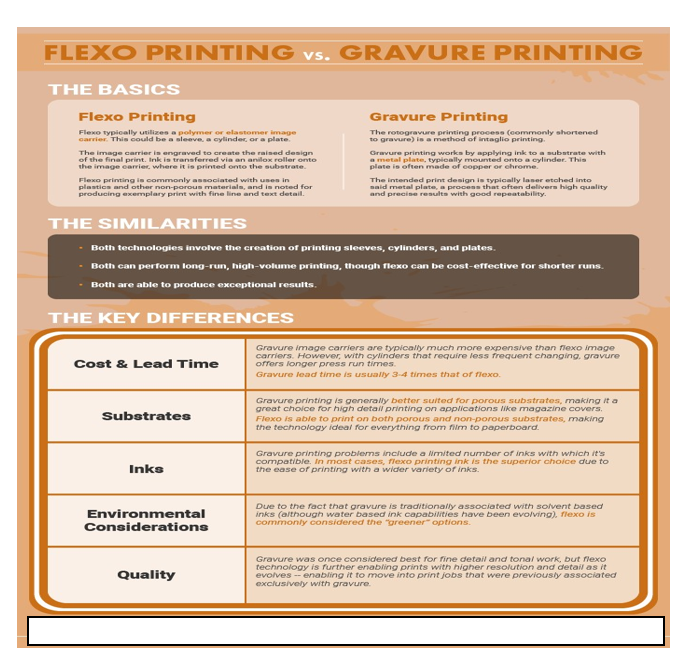
Rotogravure Printing
The first thing we must understand about the rotogravure printing process is that the process involves mainly four important elements: a container for the ink, a cylinder used for printing, a cylinder with small gaps (which are engraved through a process in using laser technology) and a doctor blade. The intaglio process explained quite simply consists of the following:
The engraved cylinder begins to rotate in the ink container and the engraved gaps fill up with the ink. At that time the cylinder used for printing also rotates, while any excess ink is removed from the engraved cylinder using the doctor blade. The pressure exerted between both cylinders allows the material that passes in the middle of both to be printed on, thus allowing quick and easy printing. Then, as a final step, the printing must go through a drying system that usually consists of hot air currents.
The applications of Rotogravure are very Diverse and can be used in Different Market Sectors:
- For the printed press, that is, newspapers, magazines, and other types of publications (although other processes can also be usedtoday).
- The most important applications of gravure consist of printing on containers, wrappers, decorative papers, among otherthings.
- Rotogravure can also be used to print on papermoney.
Advantages
- It can be printed on almost any material we can thinkof.
- Gravure prints are highly detailed, this means that it is one of the systems that offers the best printquality.
- The constancy of the color during the printing process and in the resultobtained.
- One of the best methods for large scaleprinting.
- It offers the possibility of printing in different types of colors without them being covered or overlapping (more than four colors withoutproblem).
- The maintenance of the machine used for gravure is much easier and the cost is lower.
Disadvantages
- It can be an expensive process.
- It is not at all recommended in the case of small-scale printing.
- Some of the inks used in the process can have negative effects on theenvironment.
Lamination: Web lamination is the process where two or more flexible packaging webs are joined together through a bonding agent. Common web materials include the different types of films such as PE, PET, PP…etc., aluminum foil, and paper. Depending on the properties that one would like to achieve in the final flexible packaging, different combinations of web lamination are possible. The lamination can be between different films, between films and aluminum, between paper and aluminum, and between films and paper. The bonding agents can be in different forms such as liquid, moltenstate, andsolid. Somebondingagentrequiresdryingandsomedon’t.Somebondingagentgoesthroughachemicalreaction while others are joined through pressure from heated rollers. In general, the bonding agent is applied to the less absorbent substrate and the second substrate is pressed against the first to produce duplex, triplex or multi-layer lamination for flexible packaging.
Adhesive lamination: During the adhesive lamination process, one film material is coated with adhesive and laminated to a second film. The adhesive lamination process can be repeated with multiple layers until the desired film structure is complete, or it can be combined with extrusion lamination to create a hybrid adhesive/extrusion flexible packaging lamination. Extrusion lamination: Extrusion lamination brings two films together using a layer of molten resin extruded through computer-controlled extruder dies with advanced gauge controls (nuclear gauge monitoring and automatic profile control). The two films and the molten resin form a multilayer flexible packaging lamination. The extrusion lamination process can be repeated until the final flexible packaging structure is complete, or it can be combined with adhesive lamination to create the final flexible packaging lamination.
Added advantages of extrusion lamination: Both processes allow to create custom packaging films to meet specific performance criteria. But extrusion lamination has a distinct advantage when thickness, stiffness, or puncture resistance are key considerations. This advantage lies in the bulk added by the molten resin. We could, for instance, laminate two webs of 70-gauge film with adhesive, and the finished lamination would be the expected 140 gauge. Or we could extrusion laminate those same 70-gauge films with seven pounds of polyethylene, resulting in a 180-gauge lamination. If you require greater thickness, the resin used in extrusion lamination is much less expensive than purchasing more — or higher gauge — film. And, of course, we can adjust the thickness of the resin layer depending on your needs. While many converters have adhesive laminators, fewer converters have extrusion lamination lines due to the higher upfront equipment cost. We’ve invested in several extrusion lamination lines in addition to our adhesive lamination lines because of the value the extrusion lamination process can add to your packaging film.
Benefits of Extrusion Lamination can Include
- Cost-effectively adding rigidity orthickness
- Enhancing barrier properties (depending on the resinused)
- Greater punctureresistance
Over the past decade, more and more companies have abandoned rigid packaging for consumer goods and instead, adopted flexible packaging understanding that the attributes will benefit both the consumers and themselves as the brand owners. Flexible packaging is made of multiple layers of different kinds of films. This step is based on the desired protective properties to protect the product. The final composition is always according to the requirement of brand owners and the nature of their products. Moreover, this procedure of combining films is known as lamination. But at the same time, there are different technologies used to manufacture the finished film used to make the packaging and brand owners should be aware of what they are and how they may impact a product. This article focuses on two common processes used to bond the different film substrates to create the finished packaging material, one using a solvent-based adhesive and one using solvent less adhesive.
Lamination Process: Before moving on to solvent less or solvent-based adhesives, here is some key information on lamination processes that will help you understand how these layers are laminated together by using the following lamination processes.
Dry Lamination: In dry lamination, the bonding agent is applied on the substrates that have been dissolved into a liquid. The dissolved substrate is dried in an oven to evaporate the remaining bonding material. Lastly, the adhesive is applied to this substrate, which is laminated to another substrate with the help of high pressure and heated rollers. This practice strengthens the bond of the laminate as well.
Wet Lamination: In this process, the combining agents are kept in liquid form when substrates are needed to be combined. Wet lamination is best for the production of aluminum foil or paper laminate where the material is also flexible.
Solventless Lamination: The solvent is not used when it comes to producing adhesive substance. Also, opting for solventless adhesive needs two or more substrates, which react during this lamination process and there is no need for any drying component. This process results in the laminated web which is rewound into the complete roll.
Wax Lamination: In this process, the bonding agent is hot and in a melted form, which is applied to one substrate.
What are Solventless Adhesives?
Solventless adhesive is used in a wide array of packaging applications as it is a high-quality laminating adhesive. That is why solventless adhesives have become a crucial part of the laminating industry in a short time. Previously, these adhesives were used in certain applications only, such as snack foods, bottle labels, and candy bar wrappers. In current times, solventless adhesives are used virtually in many applications. Take note that in traditional practices, solventless adhesives did not go well in things that contain foil. However, after significant improvement in this context, they have now made their way into applications that have foil in them including high-barrier films and high-slip films.
Benefits of Solventless Adhesives: Solventless adhesives come with a variety of benefits. For instance, these are great to lower coat weight. Moreover, using solventless adhesives means there is no solvent and no risks of emissions. Plus, there is no need to use ovens as well. Its benefits also include that it runs at high-speed using less energy. If you enter the market for the first time, using solventless adhesives can reduce your capital investment costs as compared to solvent-based laminators. On the other hand, the footprint is also minor in comparison to a solvent-based laminator.
Flexible Packaging Generations: There is no doubt that flexible packaging has become the need of the time. Therefore, adhesives manufacturers have tried to address this issue by generating several generations of flexible packaging of products. Not to mention, each variety is better than its predecessors when it comes to performance, regulatory compliance, and processing. The first generation is based on one component solventless laminating adhesives that have sturdy green bond strengths and high viscosity. However, it requires high temperatures for application, which range typically between 80ºC and 90ºC. The second generation, on the other hand, has two reactive components that have lower viscosity than the first generation. When it comes to laminate, it has medium to high residual isocyanate monomer and minimum initial bond power. The third generation laminating adhesives are produced to address the shortcoming in previous generations. With moderate-viscosity polyurethane polymers, it needs application temperature ranging from 50ºC to 70ºC only. However, the fourth generation offers improvement by lowering viscosity and isocyanate-monomer without increasing cure times. And LPS industries widely opts for fourth- generation adhesives that are VOC-free when it comes to flexible packaging varieties.
Application of Solventless Adhesive Flexible Packaging: Flexible packaging film is mainly applicable to consumable goods that need an extended shelf-life. This means that solventless adhesive flexible packaging film is suitable for products like the following.
- Ready-to-eat foods
- Frozen goods
- Fresh Produce
- Boil-in-bag pouches
They’re also ideal for packaging non-food items, like medical supplies, stationery, and cosmetics as well. Because of constant development and research, today’s adhesives offer many benefits to product manufacturers along with increasing customer satisfaction and keeping the environment safe from harmful VOCs.
Advantages of Laminated Packaging: Lamination packaging technologies can extend the shelf life of a product and prevent spoiling by creating an enhanced layer of barriers that prevent exposure to oxygen. Depending upon the laminating materials packaging can be vacuum sealed or allow for breathability.
Expanded content Label (ECL): Most of the products are required to include considerably large content. ECL, also known as booklet labels, multi-ply labels, and fold-out labels, provides us with the perfect solution. Available in various designs and styles, ECLs facilitate copious accommodating information on a smaller place on the product’s packaging. These labels comprise of multiple layers of information panels attached to the package that unfolds to reveal the requisite information. This information can be statutory or regulatory requirements, multi- lingual text, promotions cautionary messages, and much more. Primarily, these labels are utilized in sectors like pharmaceuticals, health, foods, beauty, wine, and other OTC products.
Different Types of Flexible Pouches
- Two, three or four side-sealed pouch packaging
- Center sealed pouch packaging:
- Side gusseted pouch packaging:
- Spout pouch packaging:
- Stand up pouch packaging:
- Pillow pouch chips packaging
- Flexible Packaging
Two, three or four side-sealed pouch packaging: In this type, the pouch is sealed either on two, three or four sides. With good durability and leak-proof packaging, this is highly reliable and is widely used in food packaging. It ensures the safety of products which is packed inside by their durable finish.
Center sealed pouch packaging: Center sealed pouch packaging is perfect for thick items and chemical packaging applications. In order to keep the package safe from oxidation, the flexible packaging material is used to make center sealed pouches. These pouches can withstand high temperatures with leakage-proof sealing.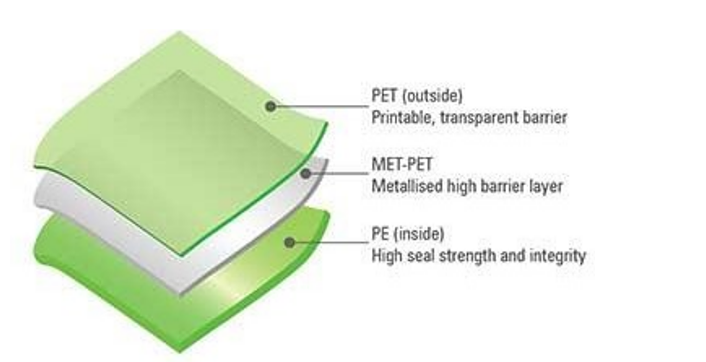
Side gusseted pouch packaging: Though side gusseted packaging is old in style, it’s widely used in the packaging of tea, coffee, powders or spices. Its unique style allows the retailer more space for self-display. The increasing filling volume allows the side gusseted pouch to hold many products. The fold-over bottom of the pouch will enable it to stand up.
Vacuum pouch packaging: The vacuum pouch packaging keeps the product fresh without affecting the product’s quality. It is mostly used in food packaging to keep the food fresh for a long time with the vacuum sealing. Whether it is, dried food, meat or tea, any type of food can be kept fresh by using vacuum pouch packaging. It protects the food from moisture.
Spout pouch packaging: The spout packaging is perfect to create an assertive self-presentation of any brand. With temper proof and self-standing capability, this type of packaging is the most attractive packaging style to promote any brand. It is used for packing liquids such as milk, oil or sauces.
Stand up pouch packaging: The stand-up pouch packaging is used for food and beverages, which comes with options such as easy peel spout or zip-lock. With excellent self-appeal, this type of packaging is widely used in cargo products.
Shape pouch packaging: Shape pouch packaging is convenient to use for branding and promoting products. As the name suggests, this type of packaging comes with customizable shapes. The retailer can shape the pouch according to their requirements with stand-up capability.
Pillow pouch chips packaging: Life, today in 2023, is pacing at a faster rate because of busy work life and hectic schedules. People today are happy if they get something convenient to carry, eat and dispose of. The Pillow pouch chips market is emerging at a rapid speed. When we talk about snacks, chips are the first thing on your mind. Snacking industry is continuously changing; from a stage where it was only known for potato fried chips now is diversified into baked chips, healthy chips. Products are rendering various value offerings such as wheat made, no artificial colours and preservatives. Gluten-free chips are also available to cater for an audience with gluten allergies.In the snacking industry, it is very challenging to stay at the top and continuously gain a competitive advantage. Consumer likes and preferences are not constant, and your success depends on staying in front of consumers’ mind when their lifestyle and need for food is changing. Remember visiting any grocery or supermarket, we all get attracted towards those colourful hanging chips at the entrance of a shop or at snacking section. We do impulse purchase of chips, easily open it and fulfil crave. That’s simple, right! We never realize its pillow packaging and its convenience.
Flexible Packaging: Frequent, small meals throughout the day disrupt the traditional three meal course routine. Single portions packaging is more in demand due to their attractive, appealing nature and easy disposable option pouches feed this trend. There are various sizes in pouch packaging, which consumers can conveniently opt for as per user requirements without any wastage. People who want to purchase multi-serving pouches can opt for them as per size requirements. Pouch packaging delivers a strong shelf presence, is lightweight, has no risk of breakage and takes less space are a few of its advantages. Flexible packaging also helps to enhance brand identity and gain sales numbers.
Advantages of Pillow Pouch Packaging
1. Lightweight, occupies less shelve space, easy to distribute and transport.
2. Flexible pouches can customize as per individual brand and its preferences
3. Pillow pouches are suitable for various products in different markets.
4. Machines which manufacture pillow pouches are very economical. Its operations are also very easy; hence, manpower with moderate skill can also execute.
5. Pouch packaging gives a complete visual presentation at one glance as the front of the pack is immediately visible in stores.
6. Display of pillow pouch on shelves can be either displayed as pouches being hung, stacked or through hanging holes. It will make the product look eye-catchy and attractive.
7. Pillow pouches have high resistance to temperature pressure.
8. Packaging consists of Lamination and Metalized lining, which keeps excess moisture away from the product allowing the product to stay fresh for longer.
Flexible Packaging Testing for the Material of Construction and Complete pack: The flexible packaging materials testing checks the physical and chemical properties of the materials that are used to make flexible packaging. For example, flexible packaging films like ordinary cling film or shrink film goes through the tests that include tensile strength, elongation, surface energy, elastic modulus, moisture vapor, and oxygen transmission rate, heat sealing strength, heat sealing conditions and so on. The chemical properties testing generally involve checking its reactivity with the food items or products that it will contain under different conditions.
Dimension Testing: The flexible packaging testing for dimensions checks the size of the packaging before and after it is filled. Flexible packaging changes its shape based on the contents inside. Therefore, it is quite essential to check the packaging both when it is empty and when it is filled. The standard tests include testing the length, breadth, and depth. Dimension testing also involves testing the grammage of the film used to manufacture the packaging. We commonly measure grammage as grams per square meter or GSM. Higher GSM numbers imply a denser and heavier film. GSM inversely correlates with the yield. The yield of a film determines much surface area unit weight of the packaging will cover. It’s measured in square meters per kilogram – just the opposite of GSM. Dimension testing is essential since, in a lot of cases, manufacturers use assembly lines to fill the packaging. To ensure that the packaging can integrate seamlessly with the assembly line, dimension testing is done.
Testing for Mechanical properties: This suite of tests involves checking how much physical and mechanical stress the packaging can take before it breaks. This includes the following tests.
Tensile Strength: This test checks how much force is required to break the flexible packaging and how much it can be elongated before it breaks. This also gives the elongation to failure data – that is how much a material can be stretched.
Dart Impact: The dart impact test, often known as the drop dart test, checks the toughness of the flexible packaging. As the name implies, a dart is released from a certain height which free-falls onto the flexible packaging, which is clamped tightly at the base. Darts of different weights are used in the test.
Bond Strength (PET, Poly): Bond strength determines how strong the lamination is. Flexible packaging often contains multiple layers of polymers, including metalized sheets. The bond strength test checks how much force is needed to take the layers apart.
Seam Strength: Seam strength checks the strength of the packaging in the areas where two films or sheets are joined.
Flex Crack Resistance (FCR): Flex Crack Resistance tests how brittle flexible packaging is. This flexible packaging testing method checks how much the packaging can be flexed or bend before it cracks.
The Coefficient of Friction (COF): COF checks how easily two surfaces slide against each other. In other words, it tests the smoothness of the film or the packaging. COF gives an idea of how easily packaging films can slide over another material during packaging.
Testing of functional properties: The functional properties test the barrier properties, understand the dissolution, diffusion, adsorption of the flexible packaging materials. They also help understand how capable the packaging is when it comes to preserving the products.
Water Vapor Transmission Rate (WVTR): This test checks the permeation of the material by water vapors at a selected temperature, pressure and humidity. The transmission rate is measured as grams per square meter per day, that is, how much water vapor is transmitted through the packaging film per unit area per unit time.
Oxygen Transmission Rate (OTR): This test uses the packaging film to form a barrier between a chamber devoid of oxygen and filled with oxygen. Like the WVTR test, it is measured in moles per square meter per day.
Packaging Strength and Integrity Tests: This set of tests check how well the packaging is sealed in the assembly line and how well it holds over time. Even if the materials used for packaging have excellent barrier properties, an improper seal can make the product expire earlier than expected. Most of these tests occur while the package is filled with the product.
Package Testing - Flexible Packaging Testing
Seal Strength: This flexible packaging test shows how secured the seal is and how well it keeps the packaging enclosed over time.
Drop Test: Drop test checks whether the flexible packaging can survive drops when it is filled. To pass a drop test, neither the materials used to make the packaging nor the seal should break. Also, the product inside should stay intact.
Vibration Test: These checks how well the package can endure vibrations.
Compatibility Test: Compatibility tests are quite important to understand that the product shelf-life in the packaging. This flexible packaging testing checks if the product inside is compatible with the materials used to make the packaging and the sealing method. Incompatible packages can often lead to leakage or product spoilage.
Scuff Proofness: This checks the durability of the packaging against scratches.
Leakage Test: Leakage tests check if the seams, seals or the materials of the packaging leaks or not by putting the packaging filled with the product in a vacuum chamber. The pressure is dropped gradually, and the package is checked continuously for any signs of leakage flexible packaging leak test setup.
Global Migration: Migration testing assesses the toxicological risks associated with the packaging. Many chemical substances used in food packaging are often toxic but are used for their barrier properties, or for increasing the strength of the packaging film. Global migration checks how all the materials used in the packaging can contaminate the food. In other words, it checks how inert the materials are.
Environmental Stress Crack Resistance (ESCR): ESCR checks how resistant the packaging is to Environmental stress cracking or ESC. ESC is quite common in plastics since they become brittle over time through exposure to UV and reaction with other reagents.
Visibility and Appearance Test: Optical properties of flexible packaging are also quite important. They make up a major part of the branding. They also improve product visibility. The color, haze, and gloss are tested.
Color Fastness: Color fastness is tested by exposing the packaging to agents that can cause the color to fade.
Haze and Gloss: Haze is tested using a Spectrophotometer whereas gloss is tested using a Glossmeter.
Slitting: This process involves taking master rolls and slitting them into several smaller finished rolls. The width, diameter, and rewind direction of these finished rolls will precisely match the specifications of the packaging equipment on which it will be run. There’s no room for error during this process. Precise, accurate slitting is absolutely vital to the finished quality of your packaging.
What factors must be considered for proper slitting/rewinding?
The usuals of course, materials, slit width, type of slitting, unwind and rewind roll weights and tensions. These are the initial factors that begin to point us in the right design direction. Other layers of consideration follow, including slit widths, speeds, and other features/functions needed between the unwind and rewind such as lasers, perforation, cameras and splicing. And job mix is a very important consideration. How long does a job run (number of sets), how often are set-ups changed during a shift, etc.? These are critical to designing not just a machine that will do the job, but one that is right for the work.
What kind of problems can occur with improper slitting/rewinding?
There are two basic types of problems, visual and non-visual. Visual defects include poor edge quality, core alignment, telescoping, “starring” at the core, among others. Non-visual problems are centered mainly on poor tension control. The results manifest as hard and soft rolls, and rolls would with too much tension can, over time, crush a core, cause “edge ooze” on adhesive coated substrates and run inconsistently on packaging machines. Consistent tension control across the web, and throughout the build on each individual roll is critical.
Author’s Biography

Anupam Chanda has his expertise in creating innovative design in packaging material and device for Biologics, Biosimilar, anti-Cancer, and HIV products. He is having 30 years of experience in India and abroad. He is a renowned international speaker, widely travel throughout the world. Gain and share his thoughts with scientist from various institution and industry professionals. Author’s Technical book “ Packaging Technology An advance Practical approach, Packaging innovations for Microgravity and Regulatory observations and Style of Responses, “Published from Germany and Amazon is distributing to 77 countries. Book is available in www.amazon.de, www.amazon.com and www.morebooks.de. He is attached with various charitable institutions and research institutes.
- Introduction
- Sustainable Flexible Packaging
- Packaging Innovations in Development
- The Challenges
- Collection of Waste and Save the Environment
- Recycling of Flexible Packaging
- Flexography Printing
- Disadvantages
- Advantages
- Rotogravure Printing
- Benefits of Extrusion Lamination can Include
- Different Types of Flexible Pouches
- Advantages of Pillow Pouch Packaging
- Author’s Biography